February 22, 2021
Structure de bâton
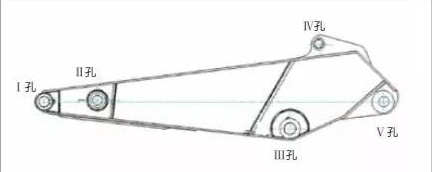
La tige de seau de l'excavatrice est soudée par des plaques d'acier. Généralement, il y a 5 trous d'axe sur la tige de seau, à savoir, le trou d'axe de seau (I trou), le trou d'axe de bielle (II trou), le trou d'axe de boom (III trou), le trou d'axe de cylindre de seau de pelle (IV trou) et le trou d'axe de cylindre de bâton (V trou), chaque trou d'axe est marqueté avec une bague
Causes d'usage de trou d'axe
Quand l'excavatrice fonctionne, le seau est soumis à une charge d'impact, qui agit d'abord sur moi troue sur le bâton. Le chemin de transmission de la charge d'impact d'incidence de trou d'I est : mur de shaft→sleeve→inner de bucket→pin de trou d'I.
Puisque la dureté de la douille d'axe est plus grande que celle du trou d'I, la charge d'impact peut causer la déformation en plastique du mur intérieur du trou d'I, ayant pour résultat la destruction de l'ajustage avec serrage entre le mur intérieur du trou d'I et le diamètre extérieur de la douille d'axe. Quand le frottement entre la goupille et la douille d'axe est plus grand que le frottement entre la douille d'axe et la surface de contact du trou d'I, la douille d'axe tournera le long du mur intérieur du je trouent. Après que la douille d'axe tourne, le trou je serai sévèrement porté, qui fera secouer lors du fonctionnement et affecter le seau l'efficacité de l'excavatrice.
Processus de réparation d'usage de trou d'axe
(1) choisissent la technologie de réparation
Nous prenons l'usage du bâton que je troue comme exemple pour décrire son processus de réparation. Après que la surface de contact du trou d'I et de la douille d'axe soit sévèrement portée, le trou d'I doit être réparé. Les techniques de réparation extérieures des pièces en métal incluent la galvanoplastie, l'électrodéposition électrique de brosse, pulvérisation thermique, surfaçage, le revêtement de laser, l'adhérence extérieure, etc., et l'épaisseur et la force de la réparation de revêtement. Prenant en considération l'usage du trou d'I, la commodité et l'économie de la technologie mentionnée ci-dessus de réparation, l'épaisseur et force de la réparation de revêtement, nous avons choisi la soudure protégée du gaz et la technologie manuelle de réparation d'apprêtage de soudure à l'arc électrique.
(2) trou de surfaçage d'axe
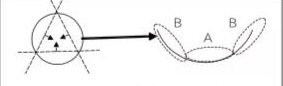
Divisez le trou d'I en 3 parts égales selon la direction d'ouverture, et assurez-vous que le secteur de soudure est en position ascendante horizontale par le levage ou le basculement, où la région d'A est la position de soudure horizontale et la région de B est la position de soudure horizontale. Paramètres de soudure de secteur. En outre, pour les éraflures lourdes, les surfaces d'usage, et les surfaces latérales d'usage), différents paramètres sont employés pour souder, et l'épaisseur de surfaçage dépend du degré d'usage du trou d'I.
Pendant le processus de soudure, le fil de soudure est soudé de l'extérieur à l'intérieur le long de la direction du trou d'axe. Afin d'empêcher des défauts d'unfusion, la dernière soudure devrait être pressée à 1/2~2/3 de la première soudure pendant la soudure. L'épaisseur de chaque couche est commandée à 2~3mm, et l'enlèvement de scories est exigé entre les couches de soudure. Après que l'apprêtage soit terminé, la taille d'ouverture est environ 10% plus petit que l'ouverture standard pour faciliter l'usinage. Le trou de graisse sur le mur intérieur du trou d'axe est directement surfaçage soudé. Après que le trou d'axe soit usiné, il peut être foré manuellement avec une perceuse.
Levez le bâton dans de soudure plate du visage d'extrémité de douille d'axe, et surfaçage la position le visage d'extrémité de trou d'axe. Avant le surfaçage, rectifiez l'arc commençant l'extrémité de la soudure, et employez la méthode de soudure de périmètre pour souder de l'intérieur à l'extérieur. Après la soudure de surfaçage, les deux extrémités du trou d'axe sont 5~7mm plus épais que la taille standard pour assurer la taille exigée pour l'usinage. Pendant le processus de soudure, la couture de soudure devrait assurer une transition douce, et aucun fléchissement, pore et caniveau évident ne sont permis d'éviter d'affecter l'exactitude d'usinage.
(3) trou de usinage d'axe
Après visages de diamètre et d'extrémité de trou les I l'apprêtage sont accomplis, il doit être usiné. Les étapes de usinage sont comme suit.
D'abord, levez le bâton et prémontez-le. Levez le bâton de surfaçage avec le trou d'I à la plate-forme de centre d'usinage pour la préinstallation. Actuellement, employez d'abord une règle en acier pour ajuster la symétrie du trou II, le trou III, V trou et le plan de référence du centre d'usinage pour faire la déviation de symétrie à moins de 1mm pour assurer l'exactitude de l'ajustement d'usinage suivant.
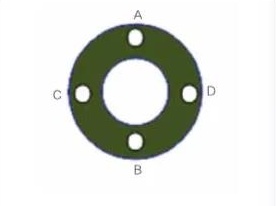
Deuxièmement, faites les ajustements précis au bâton et au positionnement complet. Employez la sonde rouge du centre d'usinage pour ajuster exactement le bâton. Employez la sonde rouge pour mesurer la taille de l'II et d'III des trous et pour ajuster le bâton. Afin de déterminer la taille des coordonnées centrales du trou II et le trou III, le mouvement la sonde rouge, vers le bas, gauche, et juste la même distance aux points A, B, C, et D. Ces 4 points sont proches du bord externe du trou II et du trou III. Les points devraient être lisses et exempts de marques d'usage.
De nouveau, déterminez les coordonnées de usinage de Je-trou. Placez les haches de z à ces 4 points sur le visage d'extrémité de trou comme A, B, C, D, placez les coordonnées de visage d'extrémité de trou du bâton II comme A1, B1, C1, D1, et coordonnées de visage d'extrémité du trou III comme A2, B2, C2, D2 ; Ajustez le bâton pour s'assurer que l'erreur de chaque point du même rang est moins de 0.1mm. Mesurez les coordonnées centrales du trou II, du trou III, du trou IV, et du trou V, et déterminez les coordonnées de usinage du trou I à du logiciel de DM et à du programme de machine-outil.
En conclusion, je troue est traité selon les impératifs techniques des dessins. S'il y a des pores dans le trou de soudure de réparation après traitement, il devrait être correctement réparé selon l'état de pore. Après dépassement de l'inspection, je troue du bâton serai réparé.