April 15, 2022
Cette question est relativement simple et facile pour dire clairement. Parlons de elle de plusieurs manières. Le premier est le matériel des grandes et de petit calibre armes elles-mêmes. Ce matériel n'est pas spécial. Les grandes et de petit calibre armes emploient acier de construction mécanique de base (Q345A, le vieux nom est 16Mn/A4, qui est un plat roulé en acier de haute qualité faiblement allié). Une structure de boîte avec un plat figé au milieu du plat roulé soudé avec de diverses épaisseurs (fondamentalement tous les plats épais, l'épaisseur dépend du modèle, s'étendant de 20mm à 40mm), le processus de fabrication de cette boîte n'est pas difficile. Au début, elle est coupure de commande numérique par ordinateur des plats épais. Les plats supérieurs et inférieurs du boom sont pliés dans une forme de voûte par une machine à cintrer, et puis envoyés au secteur de fraiseuse ainsi que les deux côtés du plat, et la cannelure de soudure (30° en V) est mécaniquement fraisée, et alors employée par les travailleurs. Lissez-la avec une machine main-de meulage.
![]()
Alors les quatre plats biseautés plats sont envoyés au secteur de soudage par points, combiné ensemble, fixe sur la table de soudure avec un montage, et puis la tache soudée avec le soudage à gaz mélangé manuel (dioxyde de carbone + l'argon soudant protégeant le gaz). Quand soudant, le renfort de soudure (rebar ou barre) sera soudé à la pièce pour être renforcé ou facile à être soudé et thermiquement déformé. Après le soudage par points est accompli, les grandes et de petit calibre armes assemblées sont envoyées au secteur de soudure manuelle, où le plat intérieur de renfort, les brides de tuyau, et les appuis tordus avant et arrière sont soudés dessus par des travailleurs (ces choses ne sont pas commodes pour la soudure de commande numérique par ordinateur). Après soudure, envoyez-la au secteur d'inspection pour l'inspection et l'inspection ultrasonique de la soudure. Après confirmation qu'il n'y a aucune fente dans la grille soudée (des soudures défectueuses doivent être réparées), envoyer les grandes et de petit calibre armes formées au secteur de soudure de commande numérique par ordinateur, et la machine de soudure de commande numérique par ordinateur aura le point. Coutures soudées qui sont fixées mais pas soudées. Après que la soudure soit accomplie, effectuez l'inspection de détection de faille. Après que l'inspection soit passée, les grandes et de petit calibre armes sont formées réellement.
Il vaut de mentionner ici que la soudure est très importante pour la structure des excavatrices, qui affecte directement sa qualité structurelle. La qualité de soudure doit être garantie (la force de soudure est légèrement plus haute que la matière première, et le niveau de soudure n'est pas moins de 2, la couture de soudure est uniforme et pleine, aucune déformation après soudure, aucune soudure absente), ce matériel est toujours la deuxième, dépend principalement de la soudure.
![]()
Alors ce bras « nu » est envoyé au secteur de grenaillage, a accroché dans la salle de grenaillage pour le grenaillage, d'éliminer l'effort interne de soudure et d'enlever la peau (oxydation) sur la surface de la plaque d'acier, et la tire après le grenaillage est de finition. Les bras supérieurs et inférieurs sont devenus blancs et brillants. Il est directement soulevé au secteur de mastic (après un long temps, la peau sortira encore), et une couche de poudre de mastic sera appliquée également à la main par le travailleur (préparé avant la pulvérisation pour compléter les défauts et pour faciliter l'adhérence du manteau supérieur). Après application du mastic, les bras supérieurs et inférieurs ont été levés dans la cabine de jet de peinture, ont pulvérisé avec la peinture supérieure (peinture en plastique mélangée), et alors tiré dans la cabine de peinture, cuite au four avec de l'air chaud d'environ 200 degrés, pour faire la peinture supérieure solidifier. Après la cuisson, les bras supérieurs et inférieurs sont faits.
![]()
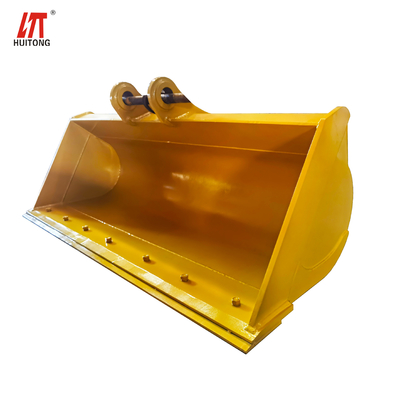
Quant au seau d'excavatrice, il est soudé réellement avec de l'acier de Q345A. Il est partiellement renforcé par le plat de soudure et riveté dans les dents en acier résistantes à l'usure de seau de haut-manganèse. Ceci peut être adapté aux besoins du client à une usine spéciale de machines, et le contenu technique n'est pas élevé. Il peut être acheté ou fait par vous-même. Le matériel de la bielle et de l'appui de charnière (tête de grande et de petit calibre arme) est également identique. Il vaut de mentionner que le rapport de goupille (bague) et l'appui échoué par goupille sont les pièces achetées. Les conditions pour l'exactitude et le traitement thermique d'usinage sont relativement hautes. Généralement, elles sont faites d'alliage ou 45 de fonte en acier après carbonitriding. , L'exactitude dimensionnelle devrait être haute (quelques goupilles doivent être monté à froid, qui exige une plus haute précision), et la résistance à l'usure devrait être bonne.